
In the rubber belt installation process, be very careful to cover the entire lifting away from the container, do not move the top cover away from the box and belt.
Curing process: Use the rubber belts without cloth and at a low temperature and run the machine, follow the steps below to increase the temperature after a certain interval gradually. So that the sanforizing blanket can be used continuously at high temperatures (for reference only, specific can be combined with the situation of different factories and technicians to operate):
First, let the belt spin freely for 2 hours;
Second, rotate at a steam temperature of 60°C for 4 hours;
Third, increase steam temperature to 70°C, rotate for 2 hours;
Fourth, increase the steam temperature to 80°C, and rotate for 2 hours;
Fifth, increase the steam temperature to 90°C, and rotate for 2 hours;
Sixth, increase the steam temperature to 100°C, and rotate for 2 hours;
Seventh, increase the steam temperature to 110°C, and rotate for 2 hours;
Finally, increase the steam temperature to 120°C, and rotate for 2 hours.

The sanforizing felt should be stored in the library at room temperature of 20℃-35℃, it’s best to store it upright. Be sure to keep away from heat sources, oil, acid, alkali, solvents, and ozone generators (motor, etc.), and avoid sharp things on the surface of the belt.
Before using the sanforset rubber shrinking belt, there’s no need for any polishing treatment. After installation, it’s recommended to carefully remove all the sand on the surface of the belt and ensure that there’s no tension on the surface, to ensure that the water can be evenly distributed on the surface of the belt.
When cleaning a sanforizing blanket, it’s recommended to use a disposable detergent or soap (no bleach or abrasive). Wash it every 24 hours. After cleaning, do not forget to rinse it carefully with clean water. When washing the sanforizing rubber belt, remove all the solids surrounding the drying cylinder.
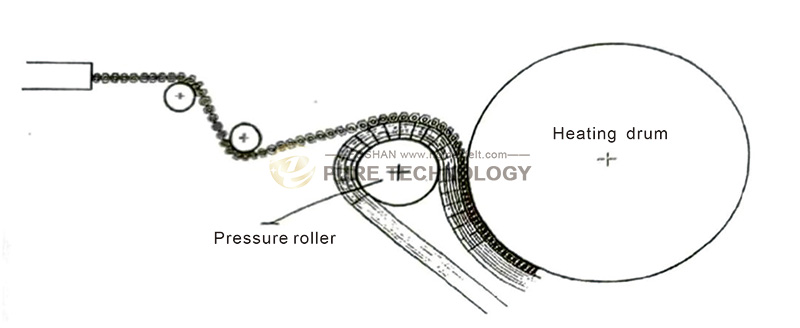
The normal range of the surface temperature of the drying cylinder should be between 120-150℃.
High-temperature resistance can only be used in producing specific fabrics to ensure that high temperatures can achieve better results. For example, heavy 100% cotton denim requires a high temperature of 150 ° C, at normal speed, to achieve the best pre-shrinking effect.
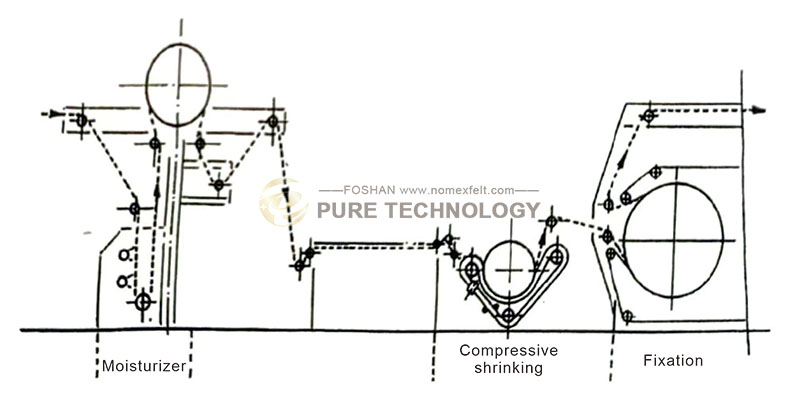
Excessive compression will reduce the life of the belt. Normally, the maximum compression is not more than 25% of the actual thickness of the belt (17 mm for a 67 mm thick belt). Some special fabrics, such as 100% cotton heavy denim, require compression of 40% of the actual thickness (that is, a 67 mm belt with a compression of 27 mm). The compression of the sanforizing rubber belt is not allowed to exceed the specified compression value of the specific fabric.
In addition to the belt in the grinding process, it’s necessary to ensure that the water spraying device inside the belt is uninterrupted, and it should be evenly distributed on the surface of the belt. If the inner wall is not cooled in time, it’s easy to produce cracks, and it’s not easy to find and repair, which will cause fatal injury to the rubber matting. The same external water spraying device must also meet the requirements.
When grinding the belt, make sure that the surface of the grinding roll is completely parallel to the surface of the belt pressure roll. During the grinding process, more talc should be added to the inner and outer surfaces of the belt. And grind until the outer surface of the belt is completely refurbished, especially the part of the belt that is exposed to the drying cylinder.
After grinding the surface of the belt, there may be some protruding points on the outer edge of the belt, so these protruding points must be removed by hand grinding. Avoid pressure accumulation and eventually lead to belt edge fracture.
Any cracks in the surface of the belt must be repaired or removed immediately. If the cracks on the outer surface are very shallow, they may be removed by hand grinding, but if the cracks are deeper or appear on the inside of the belt, we have to repair them. The best way to get rid of the cracks that appear at the edges of the belt is to trim them away.
Temperature-adjustable iron, the aluminum sheet with a thickness of 3mm or more, 120# solvent gasoline, aluminum foil, letter paper, and repair glue provided by the manufacturer.

At the place of cracking (transverse), cut a gap equal to the depth of the crack at both ends of the longitudinal, and the length is about 1-1.5cm.
Use a blade to make burrs on the inner surface of the crack to increase the contact area. Fill the crack with repair glue and compact it, take it out after 1 minute, and then use repair glue dipped in 120# gasoline to wipe the crack. The purpose is to clean out the crack.
After the gasoline evaporates and dries, fill the crack with clean repair glue and compact it, especially around the crack. The repair glue should be 1-1.5cm higher than the surface of the belt. A layer of letter paper is glued on the surface, and a curved metal sheet is pressed on it. A cotton cloth should be used around the metal piece to isolate it from the iron.
Use a temperature-adjustable iron and the temperature should be controlled between 120℃-130℃.
Place the electric iron on the crack where the repair glue has been filled, the letter paper has been glued, and the metal sheet has been pressed, and apply pressure for 30-40 minutes. The time should be extended appropriately depending on the depth of the crack.
How to check whether the repair glue is vulcanized well: Check whether the letter paper on the repair glue can be peeled off. If it cannot be peeled off, you need to use an electric iron to continue vulcanizing according to the “E” method for 10 minutes until the letter paper can be peeled off.
After it cools down naturally, grind the surface of the belt once before use.
A. If a crack is found on the surface of the san-forset rubber shrinking belt, and the crack occurs at both ends of the belt where it cannot be used, and the length of the crack does not exceed 1.5cm, a longitudinal crack with the same depth as the crack can be cut at both ends of the crack, with a length of 0.5-1cm. It can continue to be used without repair, and transverse cracks will not expand.
B. For gasoline, only 120# rubber solvent gasoline can be used. The use of gasoline for other purposes is strictly prohibited.
C. The curvature of the metal sheet should be consistent with the curvature of the patch rubber belt repair surface.
D. The temperature index of the electric iron is the actual measured data of our factory and is for reference only.

As we know, Heat Transfer Printing Felt is suitable for fabrics, decorative fabrics, curtains, le...

Read Safety Rules for Laundry Management to be a qualified manager. PARTⅠ Laundry room Safety Gen...

The extrusion machine is the leading equipment for the production of aluminum profiles. The quali...

Heat transfer printing is a contemporary printing process in the clothing market. It prints the p...

In the textile industry, felt is only a small part but important. About how to choose felt that i...
Foshan Pure Technology Company., Ltd. helps conveyor belt manufacturers source equipment to metal...

Nomex, an intermediate aramid, also known as aramid 1313. It is characterized by good heat resist...

In the 1960s, the Dupont developed a kind of aramid composite material, it is Kevlar. It has very...











